Ready to Order? Click Here: Order Carbide Burrs
 Carbide burrs can be used on many materials. Metals including steel, aluminum and cast iron, all types of wood, acrylics, fibreglass and plastics. When used on soft metals such as gold, platinum and silver, carbide burrs are ideal as they will last a long time with no chipping or breaking.
Carbide burrs can be used on many materials. Metals including steel, aluminum and cast iron, all types of wood, acrylics, fibreglass and plastics. When used on soft metals such as gold, platinum and silver, carbide burrs are ideal as they will last a long time with no chipping or breaking.
 Single cut (one flute) carbide burrs have a right handed (Up cut) spiral flute. These tend to be used with stainless steel, hardened steel, copper, cast iron, and ferrous metals and will remove material quickly with a smooth finish. Use for heavy stock removal, milling, deburring and cleaning.
Single cut (one flute) carbide burrs have a right handed (Up cut) spiral flute. These tend to be used with stainless steel, hardened steel, copper, cast iron, and ferrous metals and will remove material quickly with a smooth finish. Use for heavy stock removal, milling, deburring and cleaning.
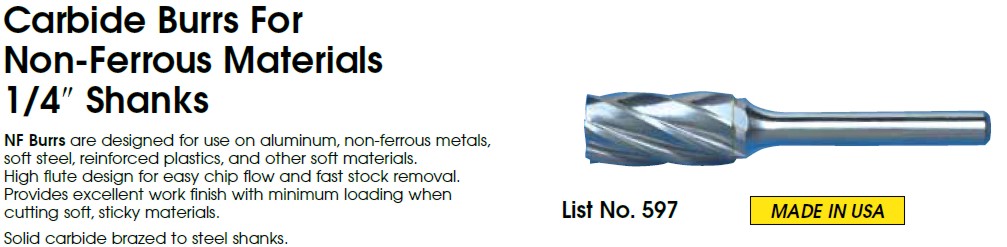
 Double cut carbide burrs tend to be used on steel and other ferrous metals, soft steel and also for all non-metal materials such as plastics and wood. They have more cutting edges and will remove material faster. Use for medium-light stock removal, deburring, finishing and cleaning. A double cut carbide burr is the most popular cut and will see you through most applications.
Double cut carbide burrs tend to be used on steel and other ferrous metals, soft steel and also for all non-metal materials such as plastics and wood. They have more cutting edges and will remove material faster. Use for medium-light stock removal, deburring, finishing and cleaning. A double cut carbide burr is the most popular cut and will see you through most applications.
The below image indicates the double cut, single cut and again, the double cut or diamond cut.

The shank is the mount of your burr that fits into your rotary tool, die grinder, micro motor etc; so the opposite end to the working part of the tool. These are usually found in the following shank sizes:
Making a decision on what shape to use will depend on the profile or cut you are looking to achieve.
These different shaped burs will get into many a nook and cranny and produce some interesting profiles.
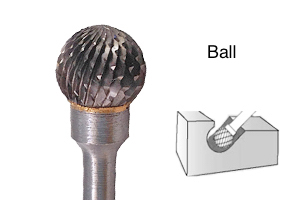
Click HERE for Ball shape burrs
Use a ball or spherical shaped carbide burr to create concave cuts in your material or to shape and hollow out an area. Many wood carvers, stone carvers and metal engravers use these carbide carving burrs in a hobby drill, micro motor or a high speed handpiece. As we mentioned before, make sure to use a handpiece that runs true i.e with no wobble.

Click HERE for Pointed Tree shape burrs
Click HERE for Tree shape Radius End burrs
Use for rounding off edges and making concave cuts. Use the pointed end for cutting in hard to reach areas and acute angled contours.
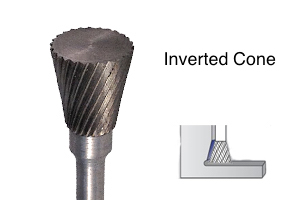
Click HERE for Inverted Cone shape burrs
Use inverted cone shaped tungsten carbide burrs for making v-cuts and rear side chamfering.
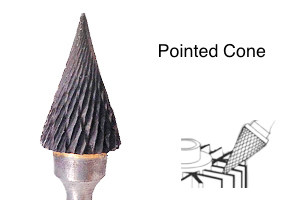
Click HERE for Pointed Cone shape burrs
Click HERE for Taper shape Radius End burrs
Good for rounded edges and surface finishing in difficult to reach areas or tight and narrow angles and contours. The round nose or ball nose cone are often referred to as a taper shape.
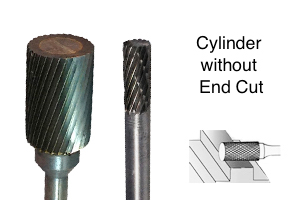
Click HERE for Cylinder shape without End Cut
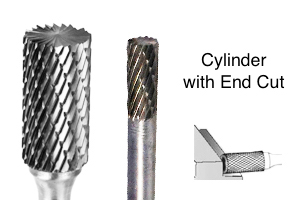
Click HERE for Cylinder shape with End Cut

Click HERE for Cylinder shape with Radius End
Choose from an end cut cylinder (with a cutting edge on the end) for contour finishing. Cylinder without end cut (flat on the end and no cutting edge) for contour finishing and right angled corners or a round nose or ball nose shape which is a cylinder shaped carbide burr but with a rounded head.

Click HERE for Oval shape burrs
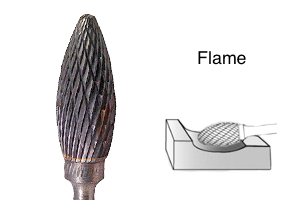
Click HERE for Flame shape burrs
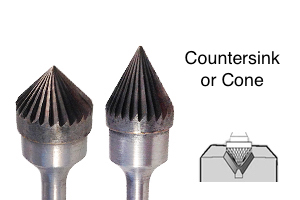
Click HERE for 60° Countersink burrs
Click HERE for 90° Countersink burrs
Choose from 60 degree or 90 degree angle countersink burs, sometimes referred to carbide cone burrs. These are ideal for beveling, counterboring, chamfering and for getting into acute angled areas of your work.
The speed at which you use your carbide bur in your rotary tool will depend on the material you're using it on and the contour being produced but it's safe to say you do not need to exceed speeds of 35,000 RPM. The table below shows some approximate speeds.
If the burs are chipping easily this could be due to the speed being too slow. However, it's ideal to start the bur off slow, increasing the speed as you go along. High speeds will prevent clogging in the flutes of your burs.
| Diameter of Burr | RPM | |
| 1.6mm or 1/16" | 25,000 - 35,000 | |
| 2.35mm or 3/32" | 17,000 - 26,000 | |
| 3mm or 1/8" | 17,000 - 26,000 | |
| 6mm or 1/4" | 11,000 - 16,500 | |
| 12mm or 1/2" | 8,000 - 12,000 | |
| 16mm or 5/8" | 7,650 - 11,500 |
As with all drill bits and burrs, let the burr do the work and apply only a little pressure otherwise the cutting edges of the flutes will chip away or become smooth too quickly, reducing the life of your burr.
Our Carbide Burrs are machine ground from a specially chosen grade of carbide. Due to the extreme hardness of the Tungsten Carbide they can be used on much more demanding jobs than HSS (High Speed Steel).
Carbide Burrs also perform better at higher temperatures than HSS so you can run them hotter, and for longer.
HSS burrs will start to soften at higher temperatures so carbide is always a better choice for long term performance.
When using your carbide burr try not to keep it still for too long as this will prevent the burr from digging and jabbing into your material causing unsightly marks and roughness.
End on an 'up' stroke for a smoother finish to your work.
Helpful note: Using a carbide burr on Soft Cast iron is a great way to de-clog them.